15638936667 张经理
地址: 郑州市**技术开发区梧桐街西段

15638936667 张经理
地址: 郑州市**技术开发区梧桐街西段
1、加热的时间要比产品工件长,调节在几秒钟左右,并保温一定时间,使难溶的机构融入奥氏体,加热的速度太快则会导致过高的热应力,易形成裂纹;
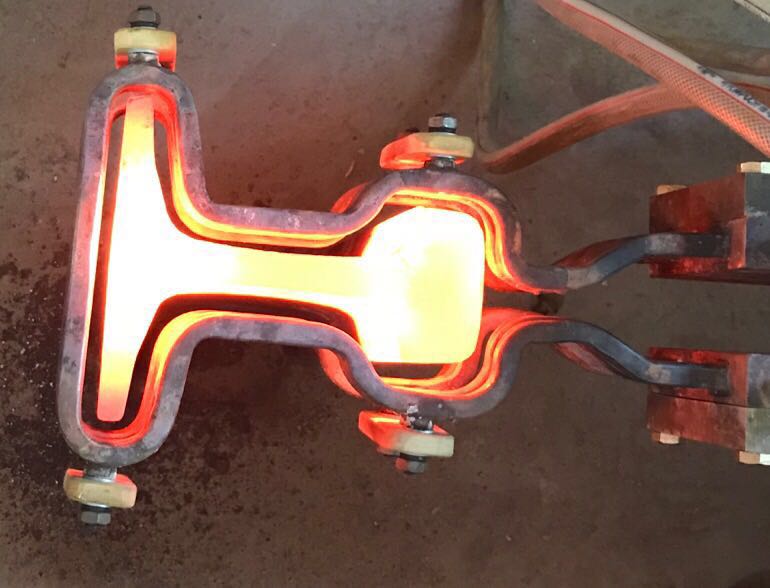
如何运用高频感应加热机器对铸件开展热处理淬火
2、调节加热温度,已达为950℃,通常在900-930℃为宜,不一样型号规格的铸件有不一样的加热温度,一旦超过950℃,零部件表层便会产生磷共晶,还会有粗大的残留奥氏体;
如何运用高频感应加热机器对铸件开展热处理淬火
3、加热后不可以马上表面淬火,要先预冷0.5-2.0s*好,进而使温度由表层缓慢过渡到心部;
如何运用高频感应加热机器对铸件开展热处理淬火
4、运用聚合物水溶液或油作为表面淬火冷却介质,还有某些产品工件如缸套,还可以立即用水作为冷却介质,缸体阀座则可运用自冷表面淬火便可;
如何运用高频感应加热机器对铸件开展热处理淬火
5、灰铸铁件淬火热处理后,通常要运用感应加热设备来开展低温回火,进而消除残余应力,达到更佳的物理性能指标;
如何运用高频感应加热机器对铸件开展热处理淬火
6、铁素体可锻铸铁的基体是铁素体与石墨碳,为了能使奥氏体能够融入碳,通常要提升加热温度到1050℃,再增长加热时间为1min左右,如此才可以获得较高的表层硬度。
更多的要素信息和技术应用,请拨通我们的国内统一全天服务电话:15638936667每时每刻为您给予周全服务项目,郑州飞科电子真诚欢迎您到我公司考察洽谈业务。