15638936667 张经理
地址: 郑州市**技术开发区梧桐街西段

15638936667 张经理
地址: 郑州市**技术开发区梧桐街西段
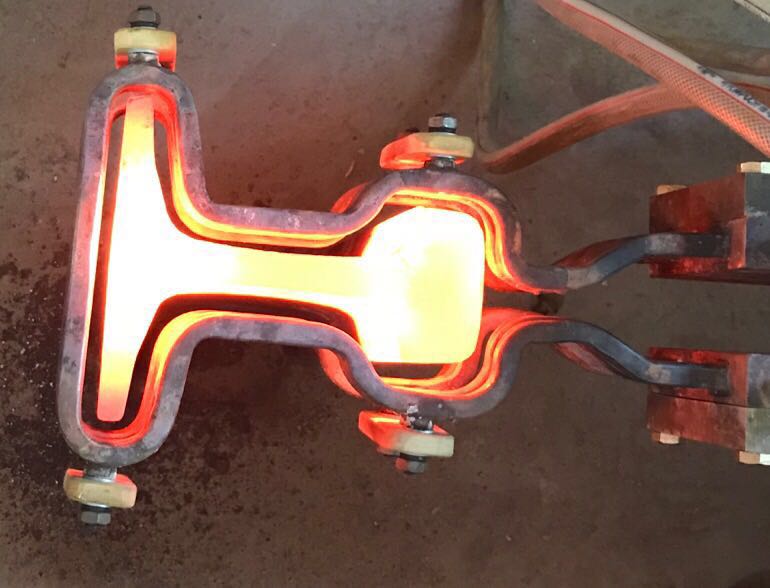
滚丝轮是加工(螺栓)螺纹的工具,刀具材料为Cr12MoV钢。滚丝轮高频炉热处理后不再加工,其技术要求严格。滚丝轮除要求高强度、高硬度和高耐磨性外,还要求螺纹表面粗糙度低和刀具变形微小。一级精度螺纹表面粗糙度值R不高于0.40um,外径径向圆跳动≤0.03mm;宽度≤50mm时,中径和外径的变形量≤0.04mm, 宽度>50mm时,变形量≤0.05mm。滚丝轮高频炉热处理后工件硬度为59-62HRC。生产中发现,滚丝轮经高频炉加热处理后,时常出现牙面磨损剥落现象,以及发生崩牙、倒牙失效破坏,造成工件报废。为此,对失效滚丝轮进行了检验和分析,并提出了工艺改进措施,取得了良好效果,并应用于生产中。
检验发现,滚丝轮断裂件金相组织中残留奥氏体量过多,体积分数达35%,因而使滚丝轮强度硬度不足,导致工件过早失效。滚丝轮在高频炉热处理加工螺纹时,其崩牙部位均在与螺栓接触的**圈螺纹处,且大多崩牙出现在动轮上。Cr12MoV钢属于莱氏体钢,其缺点是碳化物偏析较严重,其材料性能随碳化物分布不同变化较大;若滚丝轮高频炉热处理工艺操作不良,易出现磨损剥落和倒牙、崩牙失效破坏。倒牙多由于工件牙齿强度不足,脱碳或硬度低所致;而崩牙大多数是因为滚丝轮牙部韧性低、硬度过高以及端面圆跳动量过大造成的。分认为,要提高滚丝轮力学性能和工作寿命,必须提高其牙齿的强度和韧性。一方面要减少工件中的残留奥氏体量,同时采用提高滚丝轮强度和韧性的高频炉热处理工艺。生产试验和实践表明,滚丝轮(Cr12MoV钢)加热温度越高,保温时间长,则溶入奥氏体中的碳与合金元素越多,加热后工件马氏体强度也越高。另一方面,减少Cr12MoV钢在奥氏体稳定区的停留时间(540℃),有助于减少奥氏体稳定化,Cr12MoV钢在260℃停留一段时间,可提高其工件的冲击韧度。
综上分析,提出了Cr12MoV钢滚丝轮改进高频炉热处理工艺。经该工艺处理后,滚丝轮硬度为61-62HRC。生产应用表明,*高使用寿命达4.18万件,为传统工艺工件的5倍多,滚丝轮平均使用寿命达3万件以上,约为原工艺滚丝轮工作寿命的4倍左右,其技术经济效益显著。生产中应当注意的是,滚丝轮刀具加热中应严格防止氧化脱碳缺陷。*好采用高频炉热处理,或者采用可控气氛热处理或其他保护措施加热,以免刀具出现氧化脱碳缺陷使其耐磨性下降,从而导致其工作寿命下降。