15638936667 张经理
地址: 郑州市**技术开发区梧桐街西段

15638936667 张经理
地址: 郑州市**技术开发区梧桐街西段
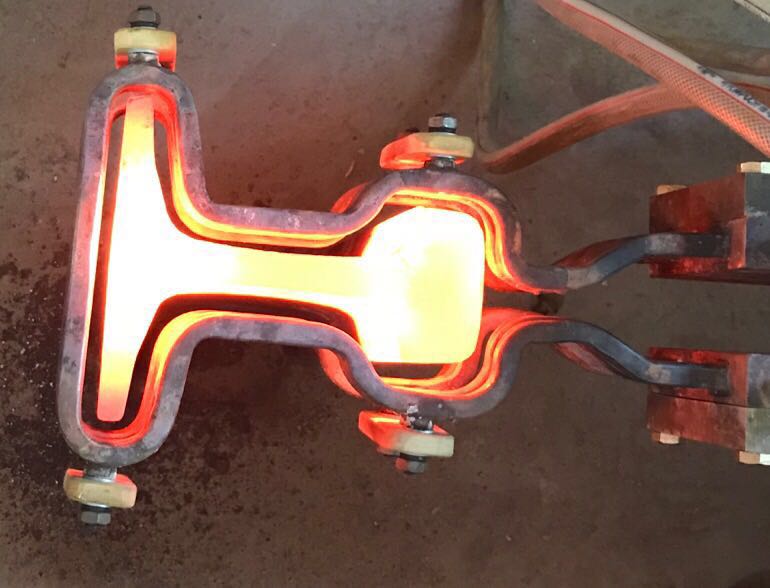
手用丝锥是在手工和低速加工条件下使用的刀具。齿部要求高的硬度和耐磨性,心部要求高的强度和韧性。刃部硬度:M1-3丝锥59-61HRC;M3-8丝锥60-62HRC;>M8丝锥61-63HRC。柄部硬度:30-45HRC。为满足上述要求,采用高频感应淬火机进行热处理,效果良好。
手用丝锥的热处理工艺采用高频感应淬火机进行。其中,预热温度600-650℃,加热温度770-790℃,回火温度180-220℃。
(1)在原材料与机械加工滚丝尺寸正常的情况下,较大规格(>M8)的手用丝锥采用较高的淬火温度和较低的等温温度,以得到较高的淬火硬度和淬透深度。较小规格的丝锥采用较低的淬火温度和较高的等温温度,以得到较高的韧性。
(2)滚压后中径尺寸接近公差上限的丝锥,应在保证硬度的前提下,采用下限淬火温度和上限等温温度,以减少中径尺寸淬火、回火后的增量。中径尺寸接近公差下限者,应在保证显微组织合格的前提下,采用上限淬火温度和下限等温温度,以增加淬火、回火后的尺寸增量。
(3)应控制好等温时间,等温后冷至室温检查硬度,根据淬火硬度确定回火工艺。
(4)由于手用丝锥淬火时柄部和刃部一起硬化,淬火后必须进行柄部退火。柄部退火可以采用高频感应淬火机进行。
热处理工艺的好坏直接影响着工件的质量,因此,我们在执行热处理工艺操作时,应十分的认真,仔细,以免工件产生不必要的缺陷,影响工件的使用寿命。
本文链接:http://www.zzfeike.com 服务电话15638936667