15638936667 张经理
地址: 郑州市**技术开发区梧桐街西段

15638936667 张经理
地址: 郑州市**技术开发区梧桐街西段
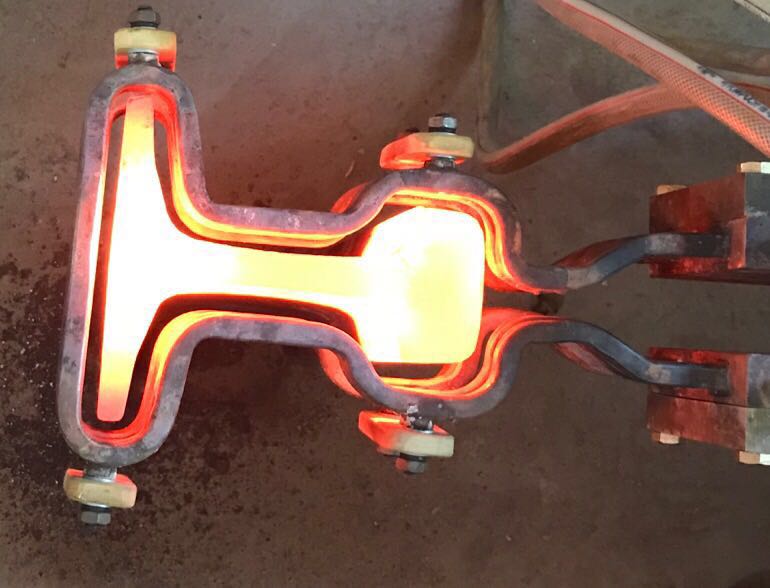
Cr12MoV钢轧辊用于小四轮拖拉机后轮初轧加工,生产中,轧辊经中频淬火设备淬火后发现裂纹,并导致了工件断裂报废。
轧辊淬火后,停留期间首先出现自内孔键槽底尖角部位辐射状裂纹,随后发现R80圆狐面产生波浪式裂纹,此后,内孔表面又产生不少新的辐射状裂纹,时间持续一周。轧辊坯件中频淬火设备淬火后硬度为207-225HBW; 工件淬火工艺显示,轧辊热处理后要求硬度为58-64HRC,表面淬硬层深度>10mm。失效轧辊淬火后硬度为54- 57HRC,可见轧辊处理后硬度偏低4-7HRC
分析认为,Cr12MoV钢轧辊950℃加热奥氏体化时,由于碳与合金元素在奥氏体中饱和度较低,使马氏体转变点升高,导致工件淬火后马氏体量与剩余碳化物量增加,而残留奥氏体量下降,工件截面淬透,因马氏体转变体积膨胀产生很大应力,这是裂纹萌生和扩展的主要原因。另一方面,工件冷却15min后,表面温度约160℃,而轧辊心部高于160℃,继续进行马氏转变,使工件形成表面受压应力而心部受拉应力的应力状态;而心部马氏体转变使工件应力状态重新分布,由于不同时发生组织转变,工件表层产生较大应力,淬火后工件组织转变并未完成,这为淬火后停留时裂纹萌生扩展和轧辊断裂留下了隐患。轧辊950℃淬火加热,Ms约250℃,Mf约lOO℃,轧辊淬火后空冷至室温,残留奥氏体继续向马氏体转变,因此又产生马氏体不同时转变,表层先转变硬化受到心部后转变的组织应力,和热应力叠加在轧辊内孔键槽底部区域产生应力集中拉应力,当拉应力大于材料抗拉强度时,发生开裂。轧辊外圆及两端面出现的切向和径向裂纹,缘出于此。根据上述分析,尺寸较大的Cr12MoV钢轧辊在950℃淬火后应力大和不足是造成工件断裂的主要原因。因此,工艺改进应增加补充淬火,以消除应力,稳定组织,避免应力过大引发淬火裂纹和断裂隐患。改进工艺为:淬火后,轧辊立即进行180-200℃淬火二次,以减少组织应力,可去除工件于裂缺陷。
本文链接:http://www.zzfeike.com 服务电话15638936667